

液相色譜柱的五大填裝方法
1.高壓勻漿法裝填
2.濕法裝填
3.干法裝填
4.等密度法裝填
5.高粘度法裝填
目前大多數實驗室是購買商品預填裝柱來滿足分離、分析之需。液相色譜柱、特別是高效液相色譜柱的填裝,需要有較高的技巧和熟練的技能。因此,有人甚至將“裝柱”看作是“藝術加技術”。
但是只要掌握了一些基本的規律和方法,任何實驗室都可以填裝出具有較高柱性能的色譜柱。
在有關色譜基本理論的討論中可以得知,發生在色譜柱中總的譜帶展寬效應與流動相的線速度、粒徑以及溶質在流動相中的擴散系數、溶質在固定相中的擴散系數等密切相關。對于給定粒徑的填料來說,能否填充成均勻而緊密的柱床,是得到高性能柱子的關鍵,而采用粒徑細且分布均勻的優質填料,則是得到高性能柱子的最基本保證。
高壓勻漿法裝填
將填料懸浮在適宜的勻漿液中制成勻漿,在其尚未沉降之前,很快以高壓泵將其以很高 的流速壓進柱中,便可制備出填充均勻的柱子。這是常見的分析和制備色譜柱的裝填方法。
高壓勻漿法的設備,如圖所示。
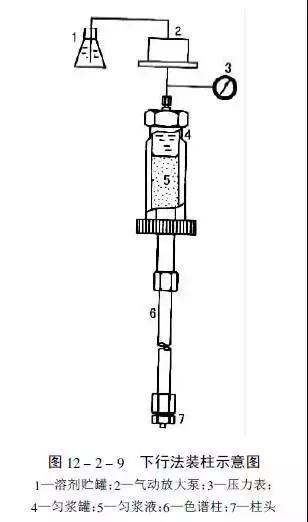
裝柱機的核心是氣動放大泵,通常多設計放大率為100,即低、高壓柱塞直徑比為10:1,面積比為100:1的氣動放大系統。若低壓端輸入1MPa壓強的壓縮空氣(通常可用壓縮空氣鋼瓶供給),則相同的壓力會傳遞至高壓端柱塞上,而高壓柱塞面積僅為低壓端的1/100,因而其輸出壓強亦提高至100MPa。由于氣動放大泵很容易獲得高壓、高流速的輸液,故很適于柱子的填充之需。
在裝柱之前,先確定所用的柱型,以確定選用多大的勻漿罐體積。例如,常用的“標準”HPLC柱為φ4.6mm×250mm,其內腔體積約為4.2mL,約需3.5g填料。一般情況下,為保證填充的成功,需適當過量15%-20%為宜。如使用4g填料充填它,選擇固 – 液比約為1:10,則勻漿罐體積以4mL為宜。若罐過大,則可在勻漿罐內裝入一個以惰性材料(如聚四氟乙烯或不銹鋼)制的襯套將其調整至所需體積。
將選用的柱子仔細以乙醇或丙酮清洗干凈,并以干凈的熱風吹干。如柱管內壁污染較重,也可以用表面活性劑及去離子水依次清洗,并以長竹簽或塑料棒扎上棉紗或紗布往復抽擦,以除去污垢。但應注意不要傷及內壁表面的光潔度,尤其不能造成軸向的劃痕。將清潔的柱管的一端裝配上帶濾板的柱頭,另一端則連接至勻漿罐上。
配制勾漿液是高壓勻漿法的重要一環,不同的填料應采用不同的勻漿液。不同的文獻和實驗室所報道的勾漿液的種類和比例有所不同。例如,填充硅膠正相柱,可以使用1:1 的氯仿/甲醇;對于C18反相填料,可以使用適宜比例的正己烷4氯仿混合溶劑。若有四溴乙烷等高密度溶劑,也可以以2:1的高密度溶劑與40%的二氧六環和40%的四氯化碳配成勻漿液。一些實驗室中,常以%*! 的四氯化碳1 二氧六環配成勻漿液,也可以填充出性能很好的柱子。稱取所需重量的填料,將其置小燒杯中,按其重量的10 倍量(一般也可以按體積計,即10mL的勻漿液中加入1g 重的填料)加入勻漿液。搖動或攪拌均勻后,將其移至超聲波浴中,以中強的超聲波令填料粒子均勻而穩定地懸浮起來。最后,再以強超聲短時間強化一下。超聲處理的時間不宜過長,一般應不超過2-3min,過長則可能造成顆粒的破碎。
將準備好的勾漿液立即倒入勻漿罐中,裝滿后,將勻漿罐蓋好、旋緊,再以針筒抽取一定量的勻漿液,從蓋子上的連接孔中插入勻漿罐內部并加注勻漿液至從連接孔中溢出為止。這一操作的目的是排除勻漿罐中的空氣泡,空氣泡的存在會妨礙向系統中迅速地施加壓力。抽出注射針并將罐與氣動放大泵的出液管路相連。確認連接正確且牢固后,即可開啟放大泵的截門,令貯存于氣動放大泵內的頂替液(正相時可以使用氯仿,反相時可使用甲醇)高速壓入罐內。
以常見的5μm多孔硅膠填料為例,填裝壓力為50MPa左右(細孔硅膠可至70MPa)。這里使用的是瞬間升壓的方式,也有文獻報道使用程序加壓。加壓時,勻漿液中的填料滯留于柱尾的濾板上而勻漿液則被排除于柱外。開始時,排出的勻漿液因含部分氣體,釋壓后會逸出而使液體渾濁。待全部勻漿液被排出后,因頂替液黏度較少而流速亦稍加大,且排出液有明顯的外觀上的變化。
此時,可以稍稍降低填充壓力,例如,降至約35MPa,并維持30-40min,然后,在約30min, 內逐步將壓力降至常壓。降至常壓后,宜靜置一段時間,例如30min,,以讓柱床內的壓力平衡。否則,過早拆卸下已填充的柱子時,會因柱子內部的殘余壓力而將柱頭上的填料擠出往外。拆下已填裝好的柱子并裝配上帶有篩板(濾網)的柱頭(注意:一定要將沾在柱頭錐套上的填料除凈,否則會影響到柱子的密封性),做好標記,即已完成柱子的填裝。
在上述填裝程序中應該注意的問題是:
①高壓操作的安全問題。常發生的問題是柱子與勻漿罐連接不牢,造成加壓時柱頭被高壓沖下或柱子從勻漿罐上滑脫。此時,輕則填裝失敗,材料損失,重則造成人身傷害事故,一定要加以防范。除每次填裝前均須仔細確認是否連接正確且牢靠外,最好還可加上由法蘭盤和長螺桿組成的預防脫落裝置,以防萬一。
②通常,先填裝的柱床較后填裝的柱床緊密。因此,當使用時宜以相反的方向為宜,即讓近勻漿罐一端作為使用時流動相的出口,而填裝時的出口端則作為流動相的入口。③新柱子使用前應以甲醇沖洗20-30min, 后,再改用流動相平衡。④新柱子宜選適宜的標準樣品進行評價并記錄,以備存查和比較。
實驗和理論研究均指出,以上述下流式勻漿法難以填裝成長柱子,其原因是,隨著已填充柱床的增高,對流體的阻力亦逐漸增加,使在一定壓力下通過柱床的流速降低,亦即柱床的增長速度變慢,在這一過程中,填料顆粒的沉降亦在進行,導致所填充柱床的緊密性和均勻性降低。為保證達到一定柱效,一次填充的單柱長度不宜過大。有文獻指出,使用6mm內徑的柱子,5μm粒徑填料,適宜的單柱柱長為10-15cm。但是近年來,φ4.6×250mm的預裝柱已被認為是標準柱型,在這樣的柱子上,多能獲得≥80000片/m理論塔板的柱效。
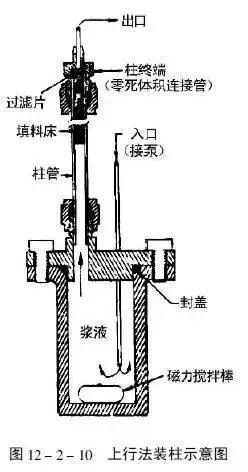
為制取更長的柱子,可以使用上行法(圖12-2-10)。曾有報道,使用3μm 填料,以上行法可以制備長達1m 的柱子,且其柱效與短柱子相類似。上行法中使用的勻漿液濃度比下行法要小一些,速度也慢一些,因此所填充的柱床相對較均勻。近年來,由于微柱色譜和毛細管電色譜的發展,需要填微色譜柱乃至毛細管色譜柱,而上行法則可以用作為微柱的填充方法之一。
濕法裝填
對于高效柱、特別是現在流行的以3-10μm細柱徑填料填裝的高效分析柱,則必須使用濕法,即勻漿法裝柱。因為,隨著粒徑的縮小,因靜電作用和表面能的加大,粒子間傾向于聚集和“粘結”,若以干法填裝,它們會粘附在連接管及柱壁上,也會因強烈的靜電作用彼此排斥,因而難以填裝出均勻而緊密的柱床。這樣,必須改以濕法裝填,即將填料懸浮于適宜的液體中消除上述不良作用。但是,在固 – 液系統中仍然存在因重力而引起的沉降現象。
粒子沉降的速度V為
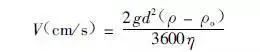
式中,g為重力加速度(cm/s2 ),d為粒子直徑(cm),ρ為粒子密度(g/cm3),ρo為液體密度(g/cm3),η為液體的黏度(mPa·s)。從上述公式可知,粒子在液體中的沉降速度,與粒徑直徑的平方以及液 – 固密度之差成正比,而與液體黏度成反比。據此,濕法填裝可以依阻止沉降的思路分成三種:一條思路是設法尋找與硅膠密度相近的溶液,以使(ρ-ρ0)減小而降低沉降速度。第二種方法是增加液體的黏度以阻止粒子的下沉。第三種方法是綜合利用前兩種方法,盡力減小沉降并盡快地在發生較顯著的沉降之前完成裝柱操作。
干法裝填
對于粒徑較大的填料(多用于制備色譜),如粒徑≥20μm的填料,可以用干法裝填,其基本方法與填裝氣相色譜柱類似。但需注意的一點是,在干法填裝制備液相色譜柱時,不要過分劇烈地振動和敲打。振動和敲打會使填料因自身粒徑的不均勻性而產生柱子整體上的不均一性,即較大的填料粒子靠近柱壁,而較細粒徑者則傾向集中于柱中心。這種柱內顆粒分布的不均勻性,會導致柱效的降低。比較好的方法是采用小量多次的方法向柱內加入填料,例如每次加入相當于3-5mm柱床的填料,裝一點即在實驗臺或桌面上垂直地輕輕磕幾十下,續加一些填料后,重復上述操作,直至填裝完成。
等密度法裝填
在HPLC發展的早期,常采用“等密度法”來填裝高效柱。多孔硅膠的骨架密度較高。例如,LiChrospher 100的表觀密度約為2.3g/cm3,LiChrospher 500 為2.46g/cm3,LiChrospher 1000 為2.49g/cm3。不同牌號的硅膠因制法不同(例如,含有超細孔和封閉孔者表觀密度小)而有差異,但多在2.2g/cm3以上。因此,需以高密度溶劑配制密度與硅膠骨架密度相近的混合液。常使用的高密度溶劑為碘代和溴代烷類(表12-2-3),再與適當比例的其他溶劑相配,配制出具有密度適宜的液體,使填料能呈“失重”狀態懸浮于勻漿液中,以從容地用高壓泵將其壓入空色譜柱中,制出填裝均勻的高效色譜柱。
在配制上述等密度懸浮液時,除密度外,還要考慮填料的表面狀況與化學性質。如填裝反相柱,應選用極性較弱的溶劑,而填充正相柱,如以硅膠為填料時,則應選擇極性較強的溶劑,以防止顆粒板結并保證有良好的潤濕性,以使填料顆粒均勻地分散在勻漿液中。但是,碘代或溴代烷價格昂貴且多數有較大的毒性,因此,這種方法目前已經很少使用。不過,當填料粒徑較大,且又難以干法填裝時,等密度法將能發揮出特殊的作用。
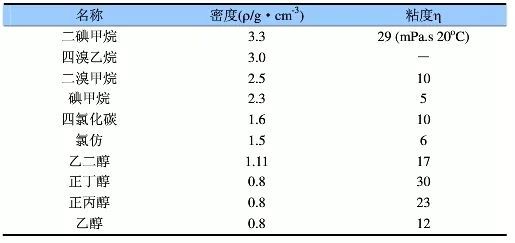
表12-2-3 常用于濕法填充的溶劑
高粘度法裝填
高粘度法,即使用黏度較高的勻漿液體系以阻止顆粒的沉降。可以采用乙二醇、聚乙二醇、甘油以及石蠟油等高黏度液體調配勻漿液。但是,高黏度導致流體阻力加大,必將延長裝柱時間且需使用更高的裝柱壓力,在實用上很不方便。因此,高黏度法已很少被采用。
發布于: 2023-05-29